Os produtos de esmalte completo son a categoría de tendencia principal da industria nacional de tellas cerámicas nos últimos dez anos, e os defectos de buratos de estenógrafo do esmalte son os máis comúns na produción de produtos de esmalte completo, e tamén é un dos defectos de produción que son difíciles de evitar por completo, que directamenteafecta o efecto da calidade do esmalte do produto e a excelente taxa do produto acabadoHai moitos factores que causan defectos nos orificios de esteno, incluíndo as pezas en bruto, os esmaltes, os parámetros do proceso de produción e os sistemas de cocción, etc., e os esmaltes inclúen o esmalte completo e o esmalte frontal. Este artigo estuda principalmente a influencia da composición da fórmula do esmalte frontal nos defectos nos orificios de esteno, analiza a relación entre a proporción de fluxo e a cantidade total na fórmula cun amplo rango de cocción e unha ampla gama de aplicacións, e a relación entre a proporción de material a alta temperatura e o volume total, e analiza a solución para un control rápido e eficaz e a redución dos defectos nos orificios de esteno do esmalte.
A proba realizouse nunha coñecida empresa cerámica de Qingyuan. A lonxitude do forno era de 325 m, o ciclo de cocción era de 48 minutos, a temperatura do anel era de 1166-1168 °C, o esmalte frontal aplicouse raspando o esmalte e o esmalte aplicouse mediante o método de esmalte para o esmalte completo, e calculouse o número de defectos de poros de esteno na área de 400 mm × 800 mm. A composición do corpo verde, o esmalte completo e as materias primas utilizadas para o esmalte empregado na proba móstranse na Táboa 1.
2.1 Proba da influencia da relación de fluxo e a relación solo queimado/aluminio queimado en buratos de agulla
Orixinal: albita 12, feldespato potásico 31, cuarzo 20, terra de coitelo de gas 10, aluminio queimado 22, frita de baixa temperatura 3, nefelina 7, silicato de circonio 9.
Deséñase unha proba de dous factores e 3 niveis baseada no cadrado orixinal, incluíndo o factor A - relación de fluxo, o factor B - relación solo queimado/aluminio queimado (a cantidade de cuarzo, terra de coitelo de gas, frita a baixa temperatura permanece sen cambios).
A: feldespato potásico, albita para nefelina nunha proporción de 3:1:3, nivel A1 (albita / feldespato potásico / nefelina = 11/28/10), A2 (albita / feldespato potásico / nefelina = 10/25/13), A3 (albita / feldespato potásico / nefelina = 9/22/16)
B: Aluminio queimado para solo queimado segundo a proporción de 3:5, B1 (aluminio queimado/solo queimado = 19/6), B2 (aluminio queimado/solo queimado = 16/11), B3 (aluminio queimado/solo queimado = 13/16)
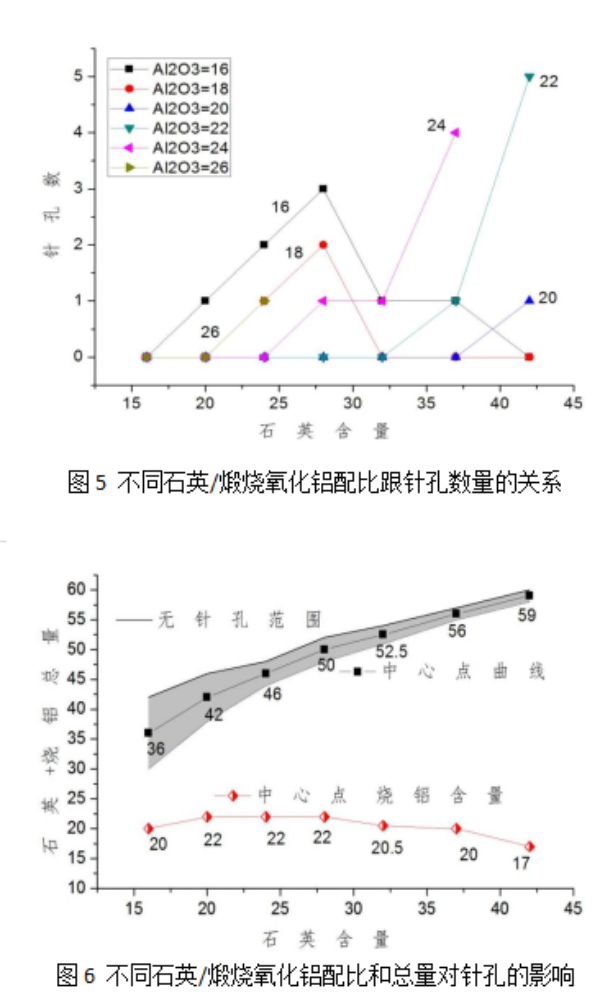
Hai moitos factores que causan defectos de poros de esteno, e é particularmente crítico depurar e optimizar a composición da fórmula e o amplo rango de cocción do esmalte completo non libre de poros de esteno. Co aumento da proporción de nefelina na fórmula do esmalte, a proporción de feldespato potásico e albita diminuíu, e os poros de esteno mostraron unha tendencia decrecente. Co aumento da proporción de solo queimado, a proporción de alúmina calcinada diminúe, e os poros de esteno mostran unha tendencia crecente, e viceversa. Canto maior sexa o contido de solo e cuarzo na fórmula, canto máis estreita sexa a área libre de poros de esteno, menor será o alcance deaplicación da fórmula,Canto maior sexa o contido de nefelina e alúmina calcinada, maior será o alcance da fórmula sen poros e o seu ámbito de aplicación.
(1) Os buratos de esteño divídense en dous tipos: buratos de esteño de baixa temperatura e buratos de esteño de alta temperatura, e as características xerais dos buratos de esteño de baixa temperatura son: o número de buratos de esteño é grande, o tamaño é pequeno, acompañado dun gran número de defectos espiñentos, e o esmalte de fondo único basicamente non absorbe ou é moi lixeiro; As características xerais dos buratos de esteño de alta temperatura son: o número de buratos de esteño é pequeno, o tamaño é grande, a calor espiñenta é menor, acompañada de defectos de cráter, e o esmalte de fondo único ten máis absorción de tinta.
(2) Para defectos de estenógrafo na produción, primeiro é necesario determinar se se trata dun estenógrafo de baixa temperatura ou de alta temperatura. Segundo a situación real, prefírese a alúmina calcinada para resolver o estenógrafo de baixa temperatura e a nefelina para tratar o estenógrafo de alta temperatura.
(3) O cuarzo como material de alta temperatura na fórmula do esmalte inferior para mellorar a temperatura de maduración do esmalte superficial e a viscosidade a alta temperatura é moito menos evidente que a alúmina calcinada, e canto maior sexa o contido de cuarzo, canto menor sexa a área sen buratos, máis reducido será o alcance deaplicación da fórmula.
Contido de FOSHAN CERAMIC MEGACINE
Data de publicación: 21 de novembro de 2022








